Jste zde: Nástroje STIMZET > Technologie > ostření
Způsob ostření vrtáků
 |
Form N | Pro všechny obvyklé vrtací práce v ocelích, barevných kovech a umělých hmotách.
Vrcholový úhel špičky se řídí podle obrobitelnosti materiálu. |
|
| Mohutné hlavní ostří, odolné proti rázům a axiálním silám. Jednoduché ostření, možno ostřit i v ruce. | |||
| Široké příčné ostří vyžaduje velkou radiální sílu posuvu. | |||
 |
Form A | Pro všechny obvyklé vrtací práce u vrtáků se silným jádrem;
u velkých průměrů vrtáků při vrtání do plného materiálu. |
|
| Dobré středění při navrtávání v důsledku zkrácení délky příčného ostří na 1/10 průměru vrtáku a snížení síly pro posuv. | |||
| Dodatečné práce při ostření. | |||
 |
Form B | Pro vrtání ocelí s vyšší pevností, pro oceli legované
manganem s více než 10% Mn, pro pevné pružinové oceli a pro navrtávání. |
|
| Necitlivé proti rázu, jednostrannému zatížení a axiálním silám. Nedochází k zaseknutí u tenkostěnných obrobků. | |||
| Vyšší radiální síla, sklon k odchýlení vrtáku ze směru, vyšší pracnost při přeostřování. | |||
 |
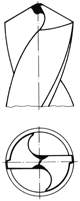
Form C | Při vrtání s velmi silným jádrem pro zvláště
houževnaté a tvrdé materiály a při vrtání hlubokých otvorů. |
|
| Dobré středění, malá posuvová síla. V důsledku dělené třísky lepší odvod třísek. | |||
| Dokonalé přeostření lze docílit pouze strojně. | |||
 |
Form D | Pro otvory v šedé litině, temperované litině a ve výkovcích. |
|
| Chrání fazety u špičky vrtáku v důsledku prodlouženého hlavniho ostří, necitlivé vůči tázům, dobrý odvod tepla - zvýšení trvanlivosti nástroje. | |||
| Vyšší pracnost při přeostřování. | |||
 |
Form E | Pro vrtání plechů a měkkých materiálů, u neprůchozích otvorů
s rovným dnem. |
|
| obré středění, malá tvorba ostřin při provrtávání, přesné otvory do tenkých plechů a trubek, nezasekává se, vyšší kruhovitost otvoru. | |||
| Citlivý proti rázům a jednostrannému zatížení. Bezchybné ostření je možné pouze strojně. | |||
Zpět na Technické informace